Solution
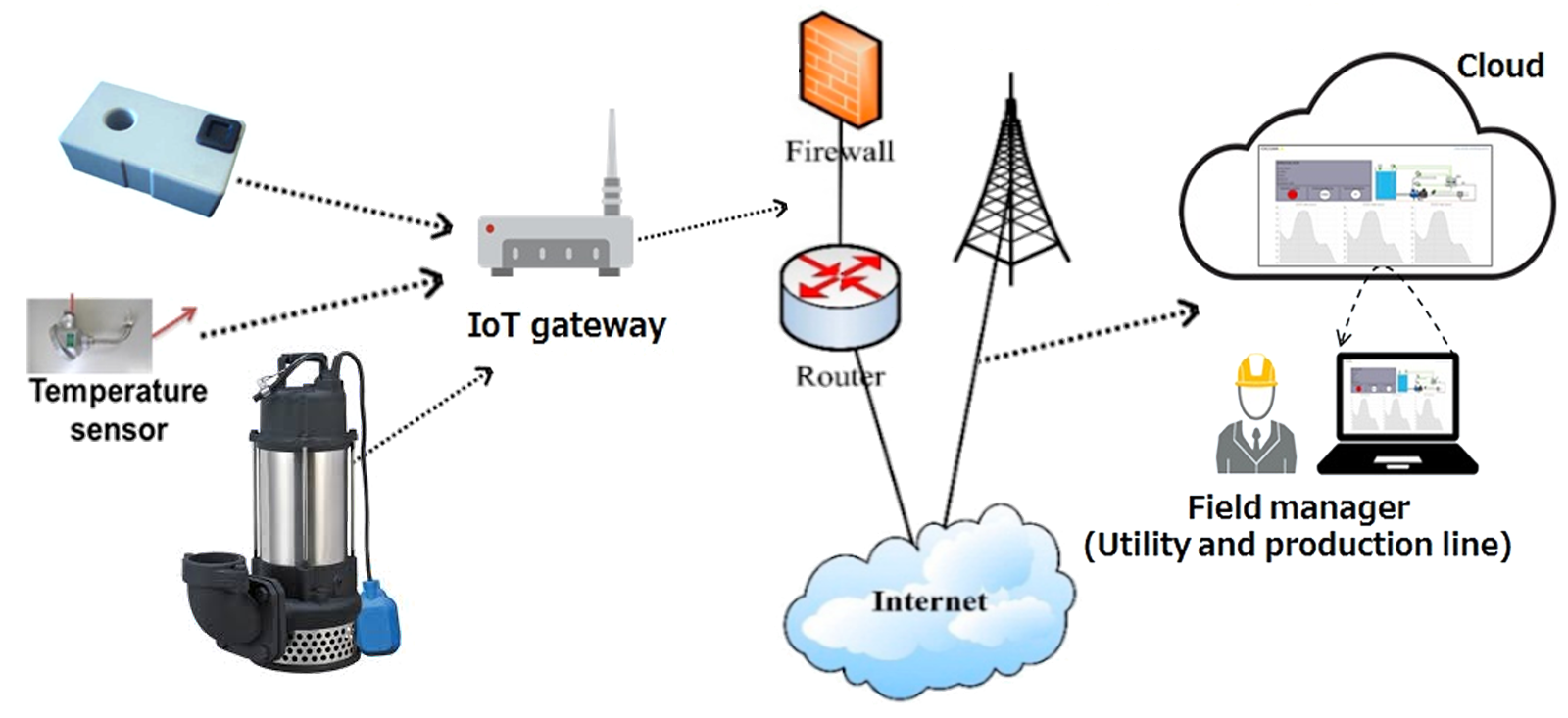
To ensure that the Pump Manufacturer only paid for genuine warranty claims which were covered under the Warranty Contract we developed an IoT remote Monitoring System. Every device was fitted with an IoT unit comprising of sensors and energy meter to detect voltage fluctuations. Frequent fluctuations beyond a threshold is an indication of frequent switching on and off. Further pumps can be fitted with chemical sensors, pressure sensors, temperature sensors and more. Data collected from these sensors reflect how the pump is being used. This monitoring solution enables temperature monitoring, Energy consumption, flow rate and more through remote monitoring.